銷售熱線:021-66105556



| 硬密封球閥故障分析及解決方案||上兆硬密封球閥 發布時間:17-05-02 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
硬密封球閥故障分析及解決方案||上兆硬密封球閥 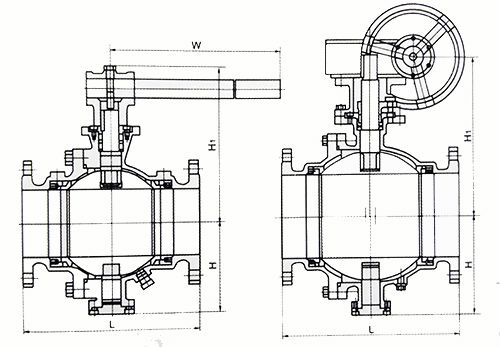 Q34Y蝸輪固定式法蘭球閥,球體帶有固定軸的球閥,稱為固定球閥。固定球閥主要用于高壓大口徑。根據閥座密封圈的安裝不同,固定球閥可以有兩種結構:球體前密封的閥座,球體后密封的閥座Q347H、Q347F硬密封固定球閥廣泛用于石油、天然氣、煤炭和礦石的開采、提煉加工和管道輸送系統中;化工產品、醫藥和食品生產中;水電、火電和核電的電力生產系統中;城市和工業企業的給排水、供熱和供氣系統中。 硬密封球閥在使用工況上比軟密封球閥要嚴苛很多,高溫、強腐蝕以及粉塵、顆粒、泥漿等介質對硬密封球閥的持續使用造成了相當大的障礙。在硬密封球閥的使用過程中,常常因為工況或者人為的原因導致閥門出現故障而被迫維修。了解閥門故障產生的原因,并找到預防故障的方法,對于閥門行業工作者和產品使用者來說,都是必要且有效的。 本文針對性的對硬密封球閥進行分析。并從客戶使用過程中發現的問題,拓展硬密封球閥產品設計及附屬配備應注意的問題,并提出改善的方向。 從產品的使用角度來分類,硬密封球閥故障大致可以分為以下兩類:非技術類故障以及技術類故障。 1、非技術類故障 此類故障是與技術無關的,即并非閥門內部結構出現問題或者內部零件運行發生故障。因此,其故障原因一般是由外界條件導致。 1.1 閥門選型的錯誤 有的客戶在選擇閥門型號的時候,由于對產品使用工況缺乏了解,或者處于成本的考慮,選擇的閥門不能滿足工況下工作溫度、工作壓力、介質腐蝕性、沖蝕性的要求,導致閥門一旦投入使用,就迅速出現故障。 因此,在選型過程中,客戶方或者設計院一定要把產品的使用可靠性放在第一位,因為成本原因選擇過于低端的產品,產生故障造成損害,反而得不償失。這一點在工況嚴苛的硬密封球閥選型中,尤為重要。 1.1.1 球座密封面噴涂硬質合金面選材錯誤 硬密封球閥的性能關鍵在于鋼球、閥座的表面硬化處理。為了保證金屬對金屬的密封,硬密封球座之間密封比壓力遠大于普通球閥,這使金屬材料間容易出現咬合或者拉傷,這兩種情況都會直接導致球閥無法正常使用。目前應用最廣泛,效果最好的球座表面硬化方法是噴涂硬質合金技術(主要是鎳基合金和鉻基合金),硬密封球閥的鋼球和閥座噴涂層很大程度上決定了球座密封面的使用性能和壽命,因此在實際復雜的工況中,要根據實際情況選擇硬質合金層。 硬質合金層的選擇大致有兩個方向:一是追求其硬度,高硬度合金層耐磨損,耐沖蝕性能較強,常用于存在細小,堅硬的固體顆粒介質工況(如煤化工、多晶硅行業);二是追求其耐腐蝕性能,有些強腐蝕性介質下,耐腐蝕合金層可以有效保護球座內部基材,從而延長壽命,常用于強腐蝕性介質工況(如石化、造紙行業)。硬密封球閥材料選型中,其球座密封面噴涂硬質合金層的材料是重中之重,一定不能選擇與工況、使用介質條件不匹配的硬質合金。 1.1.2 閥門一些內件選材與工況溫度不符 硬密封球閥中,有一些內件的選材是與其使用工況溫度或介質溫度密切相關的,比如填料、密封墊圈、閥桿護套等等.選擇硬密封球閥一般有兩種原因,一是工況溫度較高,軟密封閥座無法承受,二是介質磨蝕能力、沖蝕能力較強,軟密封閥座不夠堅硬.可見硬密封球閥不等于高溫球閥,在某些工況中,它的使用溫度并不一定很高。 當介質溫度低于200℃時,填料、密封墊圈(包括體蓋密封墊圈、下閥桿密封墊圈、中法蘭密封墊圈等),閥桿護套等都可以選擇用合成塑料。這種配置與軟密封球閥中相關配件的配置類似。 當介質溫度高于200℃時,填料需要選用石墨(石墨耐溫性能強,高溫下性能基本無變化),密封墊圈一般選用金屬絲包裹在石墨圈外圍(用石墨密封,金屬絲定型),閥桿護套也要換成金屬材料。 所以,在硬密封球閥的選型過程中,工況溫度或介質溫度是一定要作為必要因素之一來決定選型方向的。錯誤的內件選擇,輕則造成成本浪費,重則導致閥門失效,無法使用。 1.2 附屬件的選型故障 閥門的附屬件包括驅動裝置、驅動裝置配套裝置以及連接驅動裝置的支架、聯接軸等配件。硬密封球閥的驅動裝置按照其動力來源可分為:杠桿手柄、鋼管手柄、渦輪執行器、手輪離合減速器(用來切換手動操作或自動操作)、自動執行器(包括氣動執行器、電動執行器、電液動執行器等)。 對于杠桿手柄、鋼管手柄,齒輪機構等依靠手動操作的驅動裝置,根據產品的工作扭力值計算力矩,然后選擇合適的長度或則規格即可,當然材料的抗扭抗拉強度也是需要考慮的。 對于自動執行器的選型相對復雜一些。拿氣動執行器舉例,氣動執行器分為單作用型和雙作用型。雙作用型氣動執行器開關都有彈簧力作用,扭力一致.單作用型的氣動執行器開啟的時候要克服彈簧彈力作用,關閉的時候靠彈簧力關閉,這樣,其輸出扭矩是一個范圍扭力值,增加了選型的難度,一般安裝氣動執行器,需要在閥門的工作扭力值基礎上,乘以一個安全系數,防止由于范圍性變化的執行器輸出扭矩出現操作力不夠的情況發生。 一般在出廠的時候,未到實際工況,其實際工作扭力值是無法準確測量的,常用的標準是根據空載扭力值乘以一個介質系數來估算其工作扭力值。對于硬密封球閥,要根據工況的不同選擇這個介質系數,如果是顆粒、粉塵、泥漿介質,這個系數就要取得盡量大些,一般在1.5~2這個范圍內選擇。 除了執行器本身的選型需要注意以外,其附屬配件也要根據實際情況選型,如相關電磁閥、減壓閥、閥位開關等等,如一個進氣量很大的氣動執行器,卻配備一個氣流量很小的電磁閥,這樣氣動執行器進氣會很慢,閥門關閉變慢,密封面受沖蝕的時間就越長,不利于閥門使用壽命。而且,自動裝置的閥門的顯著優勢就在于啟閉時間快,很多客戶要求在N秒內完成啟閉動作,這就對相關配件的合理配置提出了更高的要求。 1.3 其他非技術型故障 除了以上常見的選型錯誤導致的非技術型故障,在硬密封球閥的實際使用過程中,由于安裝的方向、步驟等沒有按照規范,也可能產生使用故障,因此在閥門的使用過程中,應遵照說明書,把該連接的位置連接好,確保萬無一失。 2、技術類故障 前文提到的非技術類故障都是人為因素造成的,來源于主觀原因,如果是足夠謹慎或者經驗足夠豐富,是完全可以避免的,其故障產生原因與閥門內部結構并無關系。而技術類故障。顧名思義,它是由于目前硬密球閥的技術還不夠完善造成的,很多時候我們只能盡量去減小它所帶來的影響,而很難徹底消除。當然,如果一個使用壽命為3個月的硬密封球閥,經過故障排除或者預防,能夠將壽命延長至半年,那即使故障不能徹底杜絕,也已經可以被認為是成功的。 2.1 密封面破壞引起的泄漏 對于球閥,甚至對于閥門來說,密封面都是影響整個閥門工作的最重要部位。從球閥的工作原理來看,球閥是啟閉件,其操作過程是鋼球在閥座上開啟或者關閉的過程,如果在開啟或者關閉的過程中造成密封面的破壞,那密封面處就可能泄露,造成閥門的內漏,閥門即為失效。 2.1.1 閥座彈簧的合理選用 硬密封球閥與軟密封球閥的最大區別在于,鋼球與閥座都是金屬材料,不同于軟密封鋼球是金屬,而閥座是非金屬。因此,密封機理也有所不同,軟密封球閥密封原理是:鋼球與閥座之間的密封力導致非金屬閥座發生形變,將閥座與鋼球之間凸凹不平的線接觸轉變成接觸,同時軟密封閥座被擠壓變形后,與鋼球表面進一步契合,補償鋼球表面的凸凹不平處,如果鋼球與閥座的擠壓變形大一些或小一些,對密封性能影響不大;而硬密封球閥的密封原理是,鋼球與閥座之間的密封力很難使金屬閥座發生形變,因此,需要用更大的密封力(相較于軟密封球閥來說)來使閥座密封面產生形變,從而達到鋼球和閥座的契合,從而達到密封,但這種形變僅僅是細微的,如果鋼球閥座的擠壓力稍有變化,則可能無法密封。從兩種機理的不同不難得出兩個結論:一、硬密封球閥鋼球和閥座間擠壓力更大;二、硬密封球閥對于密封的調節功能要弱于軟密封球閥。 由于硬密封球閥鋼球和閥座間擠壓力更大,在球閥進行啟閉轉換時,金屬鋼球和金屬閥座之間產生滑動摩擦,根據材料力學可以得知,硬度相近的金屬間進行滑動摩擦很可能會拉傷密封面(在密封面產生劃痕)。在硬密封球閥中,一般采用在閥座后加彈簧(碟簧或柱簧)來對比壓力進行微調。這樣,一定程度上使密封力在一定范圍內,都能達到密封。 2.1.2 閥座壓環的調節作用 前文分析了彈簧的調節作用,彈簧的彈性與壓縮量是呈線性或者二次曲線函數關系的,且有效值范圍很短,所以僅僅在極細微小的范圍內進行調節。當閥門出現泄漏而且比壓力高出標準或者低于標準閥位較大時,需要通過安裝在閥座后面的閥座壓環厚度來調節。 2.1.3 工況原因造成的密封面泄漏 事實上,對于硬密封球閥的作用,造成最大的困擾不是技術上的問題,即使設計的足夠精密,在實際使用過程中,仍然會處一些問題,這種問題一般出現在煤化工行業,多晶硅行業,這些工況的共同特征是,介質不是由單一的氣體或液體組成,其中有大量的固體顆粒,這些固體顆粒對鋼球和閥座的流道口造成強烈的沖刷,甚至穿過流道口進入密封面,就能對密封面造成致命性的破壞。 對于這種情況導致的閥門返修情況占了維修量的20%以上。英密封球閥的鋼球和閥座密封面要求很高,一旦劃痕超過0.1mm,基本上就沒有再研磨利用的可能,使用一旦出現這種情況,往往就是球座同時報廢.所以應盡量把這種情況減少到最低。 將閥座密封面兩側修出兩個階梯,即為“雙刮刀“結構,兩側的階梯就像兩把刮刀,在鋼球啟閉的過程中,可以有效的刮除吸附在鋼球上的固體顆粒,避免其進入密封面。當然,這種閥座一般僅用于工況固體顆粒較多的情況,對于水、汽介質,刮刀結構減小閥座強度,且增加加工成本,沒必要。 2.2 扭力值過大 經統計,密封面泄漏在故障總量中占到20%,而扭力過大問題,在故障中至少占40%的幾率.硬密球閥由于其特殊的密封機理,扭力本來就比同規格軟密封球閥要大3-4倍,在泥濘,粉塵等吸附能力超強的介質工況下,固液混合物吸附在鋼球和閥座密封面的外部,造成鋼球啟閉時扭力極大,甚至出現“卡死“現象,如果強行啟閉,甚至造成閥桿扭壞。 目前并沒有找到完善的解決辦法.大多數情況都是拆卸維修,刮除泥漿。預防方面,可以從以下幾個方面著手: ①“雙刮刀”結構,刮除泥漿,遠離密封面。 ②流道口形狀盡量做成流線型,棱角處更容易積聚泥沙。 ③采用自動驅動器驅動,一是加快啟閉速度,減少泥漿沖蝕、黏附密封面時間。二是安全作用,因為驅動器的扭力是有上限的,當鋼球卡死,不至于強行扭壞閥桿或割傷密封面。 3、結語 綜上所述,硬密封球閥生產精度要求高,工況惡劣,要想使硬密封球閥能夠少出故障,保持較長壽命,需要把握以下幾個方面: ①設計、選型要結合實際工況,選擇合適的材料,結構。 ②生產過程要嚴格把握精度,出廠做好每一步測試。 ③使用過程中要嚴格按照產品生產說明書。 ④常做檢查維護,如果出現問題及時維修或更換,以免出現安全事故。 硬密封球閥在目前石油,化工等行業應用越來越廣泛,也逐步朝著大規格、高壓力的方向前進,在實際的生產的使用中,還會遇到各種問題需要解決,相信每一個閥門行業的工作者都會感到充滿挑戰和機遇。
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||

